


Новые полусварные пластинчатые теплообменники DANFOSS SW
- 20.11.2020 16:02
СУХОВ Евгений, кандидат технических наук, академик МАХ, и ТАЗИТДИНОВ Рамиль, инженер, рассказали о таких приоритетных задачах развития индустрии искусственного холода, как повышение экологической эффективности и безопасности холодильных установок, а также сокращение заправки рабочим веществом. Они отметили, что тип и эффективность проточной части теплообменного оборудования оказывают значительное влияние на количество заправляемого хладагента.
![]()
В 2018 году ассортимент продукции международной группы «Данфосс» пополнился полусварными пластинчатыми теплообменниками типа SW для использования в холодильных установках. Полусварные теплообменники применяются в технических процессах с агрессивными средами (например, аммиаком, R717), обеспечивая повышенную герметичность и безопасность за счет перемещения агрессивной среды внутри сварных модулей (кассет).
«Полусварные теплообменники являются ключевым компонентом в малоаммиакоемких холодильных установках. За последние несколько лет мы вышли на достойный уровень технологий и не планируем останавливать инвестиции в разработку передовых пластинчатых теплообменных аппаратов для промышленного холода», — прокомментировал кандидат технических наук, академик МАХ, директор по развитию направления «Промышленный холод» в СНГ и Восточной Европе компании «Данфосс» Евгений СУХОВ.
Полусварные аппараты SW разработаны для использования в холодильных системах в качестве испарителей, конденсаторов, предконденсаторов, маслоохладителей, переохладителей и др. (рис.1)
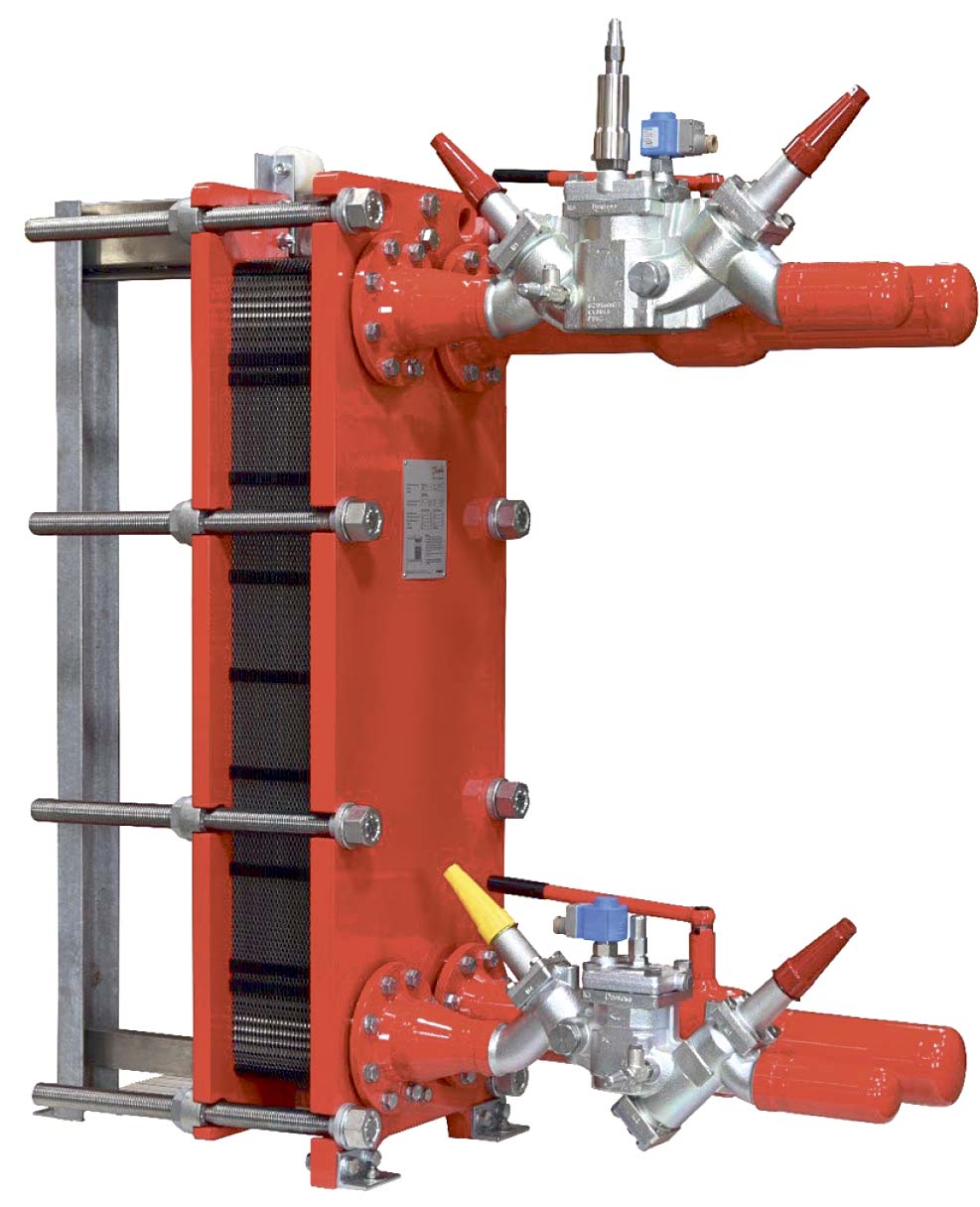
Рис. 1. Полусварной теплообменник SW
с клапанными
станциями ICF
Модельный ряд теплообменников представлен типоразмерами SW19—SW189 (табл. 1).

Новые теплообменники имеют широкий температурный диапазон применения при максимальном рабочем давлении 16, 25 и 40 бар абс. Пластины доступны в исполнениях из нержавеющей стали AISI 304, AISI 316 или титана.
Материалы уплотнений зависят от типа и состава рабочего веществ, температур и давления эксплуатации, а также используемого смазочного масла.
Современное производство полусварных теплообменников Danfoss в Дании позволяет производить высококачественную лазерную сварку кассет с толщиной пластин от 0,5 мм, что положительно отражается на массогабаритных характеристиках. Технологической особенностью нового производства является возможность изготовления кассет из пластин толщиной 0,5 мм, выдерживающих рабочее давление до 25 бар абс., что позволяет унифицировать их применение как для стороны низкого, так и высокого давлений холодильной системы.
Надежность конструкции и достоверность рабочих характеристик теплообменников SW апробированы испытаниями на аммиачной холодильной установке, а также широким референс-листом применений по всему миру.
Конструктивно теплообменник SW состоит из теплообменного пакета и рамы. Теплообменный пакет представляет собой набор из пластин, кольцевых и диагональных уплотнений, а также кассет (сварные модули из двух пластин), находящихся между неподвижной и подвижной плитами. Теплообменный пакет начинается и заканчивается одиночными пластинами (начальная и конечная пластины), которые для повышения жесткости конструкции и ресурса в целом имеют увеличенную толщину 0,7 мм, а также независимо от типа материала кассет выполнены из высококачественной нержавеющей стали AISI 316 или титана.
При сборке кассет в теплообменном пакете образуются два контура каналов (рис. 2):
• сварной контур, где рабочая среда перемещается внутри кассет. Порты кассет уплотняются специальными кольцевыми уплотнениями;
• разборный контур, где рабочая среда перемещается в межкассетном пространстве. Герметичность межкассетного пространства обеспечивается диагональными уплотнениями.
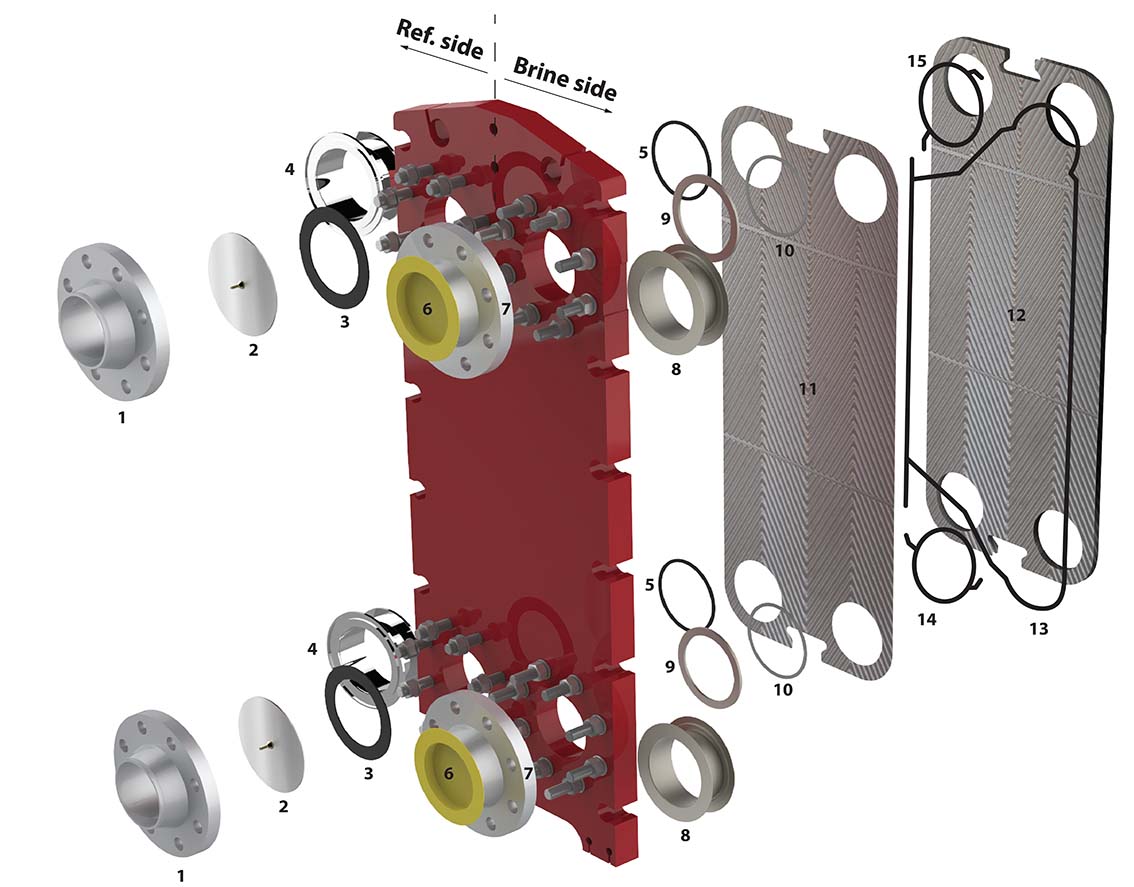
Рис. 2. Направление рабочих сред в теплообменнике SW
Рама, в свою очередь, начинается с неподвижной плиты с технологичными отверстиями для подвода и отвода рабочих сред. По умолчанию присоединения для хладагента располагаются слева, а для хладоносителя — справа.
Неподвижная плита соединена с подвижной (прижимной) плитой при помощи верхней и нижней направляющих, а также задней опоры. В отдельных случаях возможны комплектации теплообменников с присоединениями на стороне подвижной плиты.
С целью повышения долговечности эксплуатации аппаратов лайнеры плит (рис. 3, позиции 4, 8) выполнены из высококачественной нержавеющей стали AISI 316 и/или титана. Для быстрого и простого доступа к пакету пластин на подвижной плите предусмотрен нейлоновый ролик (рис. 4а), снижающий вероятность искрообразования в узле верхней направляющей при обслуживании аммиачных аппаратов. Жесткая фиксация гайки на шпильке в паре с суппортом (рис. 4б, в) позволяет исключить самопроворачивание при эксплуатации и обслуживании теплообменника.
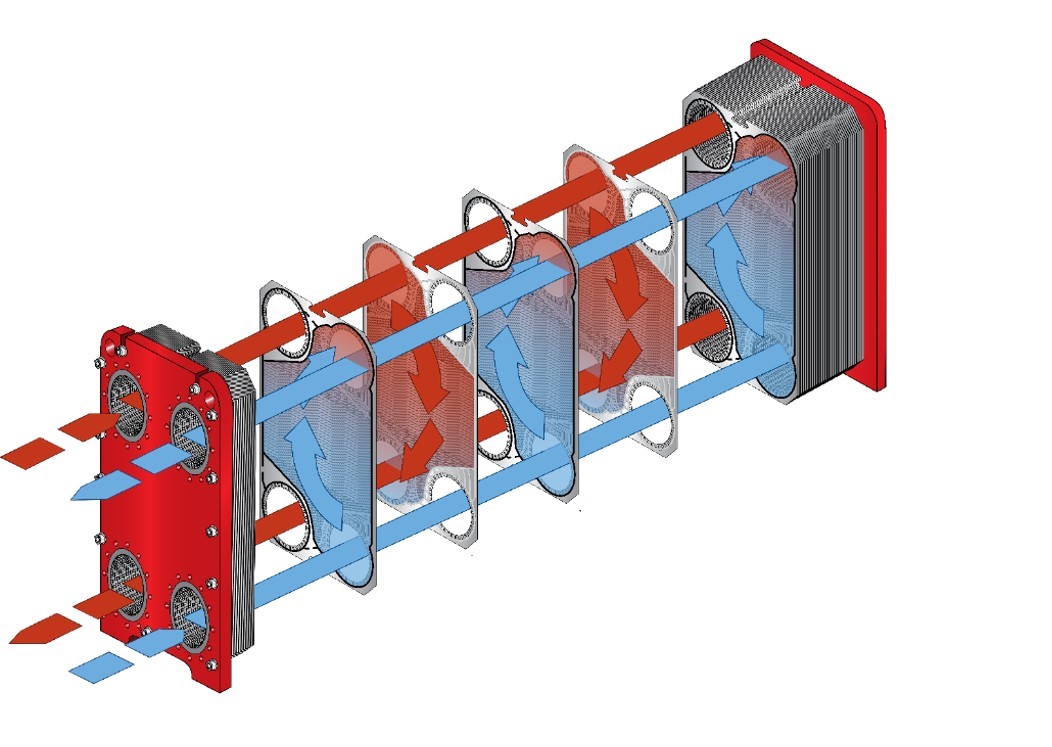
Рис. 3. К описанию конструкции теплообменника SW:
1 — ответный фланец по стороне хладагента; 2 — уплотнительная пластина с ниппелем; 3 — фланцевое уплотнение; 4 — лайнер стороны хладагента типа «шип-паз»;
5 — уплотнение типа O-ring начальной пластины по стороне хладагента; 6 — заглушка
по стороне теплохладоносителя; 7 — ответный фланец по стороне теплохладоносителя;
8 — лайнер стороны теплохладоносителя; 9 — упорное кольцо; 10 — уплотнение типа O-ring начальной пластины по стороне теплохладоносителя; 11 — начальная пластина;
12 — кассета; 13 — диагональное уплотнение; 14, 15 — кассетные уплотнения
типа O-ring по стороне хладагента

Рис. 4. Конструктивные элементы теплообменников SW:
a – нейлоновый ролик подвижной плиты; б – механическая фиксация гайки на стяжной шпильке; в – суппорт гайки подвижной плиты
Благодаря применению в производственном цикле современного роботизированного оборудования лазерные сварные швы кассет теплообменников отличаются ровностью, отсутствием нахлестов и точностью исполнения (рис. 5а). Качество сварных соединений оказывает существенное влияние на ресурс аппаратов из-за динамического характера нагрузки теплообменников в составе холодильных систем. Механическая бесклеевая система крепления уплотнений обеспечивает надежное прилегание кассет при сборке и упрощает их сервисное обслуживание, а предусмотренная система «двойного барьера» (рис. 5а, б) способствует отводу потенциальных утечек за пределы теплообменного пакета, исключая возможный прорыв агрессивной среды в межкассетное пространство и загрязнение вторичного контура.
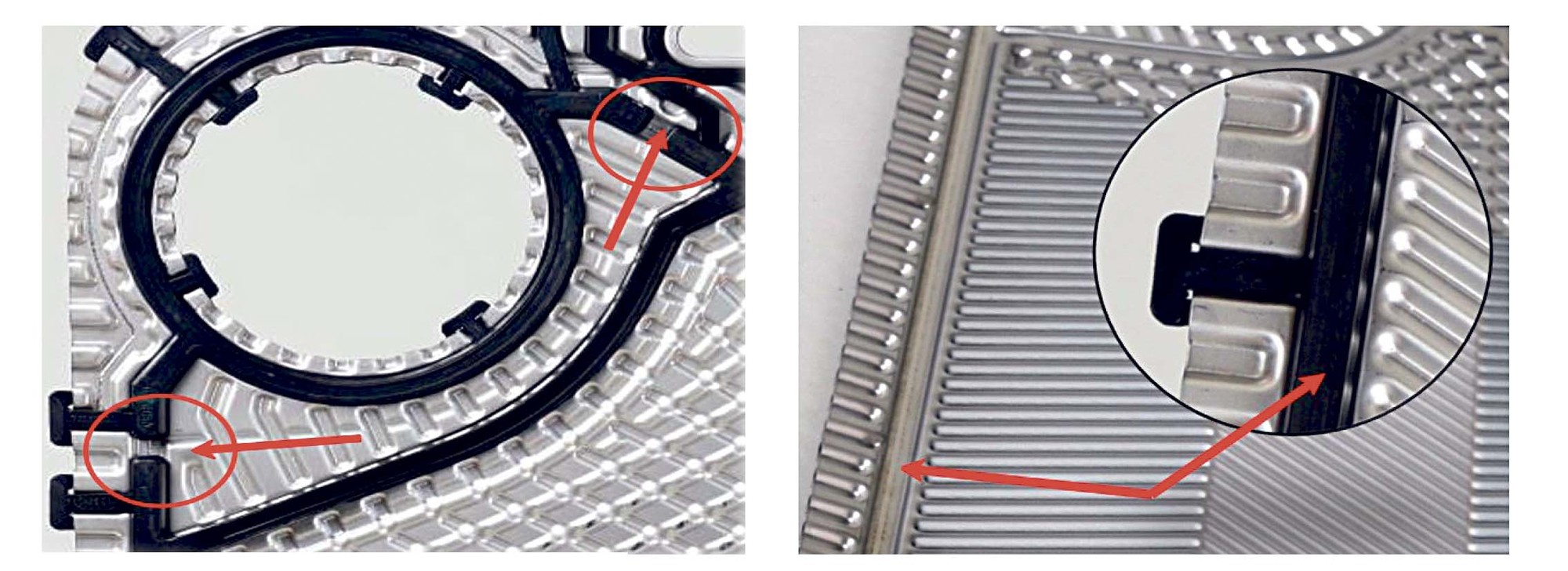 Рис. 5. Особенности исполнения кассет теплообменников SW:
Рис. 5. Особенности исполнения кассет теплообменников SW:
а – локация сварного шва (под диагональным уплотнением); б – система «двойного барьера» уплотнений
Каждый поставляемый теплообменник комплектуется именным шильдом, закрепленным на поверхности неподвижной плиты. Шильд соответствует законодательным требованиям страны применения, включает основные параметры теплообменника и краткую схему его подключения, а также номинальный и минимальный размеры стяжки теплообменного пакета для сервисного обслуживания. В стандартный комплект поставки испарителей входит дополнительный шильд для его крепления на наружной поверхности изоляции.
Теплогидравлические характеристики теплообменников определяются режимными параметрами и свойствами рабочих сред, типоразмером пластин, их количеством, типом рифления пластин и их компоновкой в каналах.
Расчетные листы аппаратов включают многочисленные конструктивные и режимные характеристики, дающие наиболее полное представление о предлагаемом решении. Так, заказчикам предоставляются данные по касательным напряжениям на поверхности пластин, характеризующие эффективность самоочищения каналов.
Теплообменные аппараты SW проходят полный комплекс испытаний на заводе в Дании и поставляются заказчику в собранном, готовом к эксплуатации виде. Производственной особенностью является применение в комплексе испытаний гелия, отличающегося высокой текучестью при сравнительно малом размере молекул. Рабочий цикл каждого теплообменника включает масс-спектрометрические испытания гелием (метод проникающими веществами) каждой кассеты в качестве неразрушающего контроля сварных швов; гидравлические испытания собранных аппаратов на прочность с последующей осушкой в вакууме и двухсторонними пневматическими испытаниями гелием на плотность.
Для безопасной и эффективной работы теплообменников доступен ряд оригинальных запасных частей и аксессуаров, среди которых: фланцевые, кольцевые и диагональные уплотнения, пластины, кассеты, теплоизоляция, поддон для сбора конденсата, защитный экран, механический фильтр для стороны вторичного контура, ключи для сборки и разборки теплообменников и др.
В комплект поставки теплообменников SW в странах СНГ входят ответные фланцы, запасные фланцевые уплотнения и второй шильд для аппаратов-испарителей, а также сопроводительная документация: паспорт, руководство по эксплуатации, обоснование безопасности, расчет на прочность, теплотехнический расчет, общий чертеж, документы соответствия ТР ТС 010 и ТР ТС 032.
Сотрудники «Данфосс» в кратчайшие сроки готовы оказать профессиональную поддержку в подборе оптимального технического решения для конкретного применения. За более подробной информацией обращайтесь в ближайшее представительство компании «Данфосс».

Источник: ПРОДУКТ.BY
| понедельник | вторник | среда | четверг | пятница | суббота | воскресенье |
|---|---|---|---|---|---|---|
|
|
|
|
|
||
|
|
|
|
|
|
