


Причины выхода из строя холодильного компрессора
- 24.07.2020 09:02
ЖУК Николай, старший преподаватель БНТУ, эксперт АПИМХ, Советник Международной Академии Холода и КАЗАКОВ Олег, заместитель председателя АПИМХ, член-корреспондент Международной Академии Холода рассказали о причинах выхода из строя компрессора, взяв за основу конкретные случаи из практики проведения технических экспертиз специалистами Ассоциации предприятий индустрии микроклимата и холода.
 Наведение элементарного порядка на рынке микроклимата и холода Беларуси — одна из приоритетных задач, стоящих перед нашей ассоциацией. Сегодня у заказчиков отсутствует возможность получения достоверной информации о реальных возможностях поставщиков услуг, опыте, уровне подготовки и квалификации специалистов, наличии необходимого оборудования и инструментов.
Наведение элементарного порядка на рынке микроклимата и холода Беларуси — одна из приоритетных задач, стоящих перед нашей ассоциацией. Сегодня у заказчиков отсутствует возможность получения достоверной информации о реальных возможностях поставщиков услуг, опыте, уровне подготовки и квалификации специалистов, наличии необходимого оборудования и инструментов.
Аттестация юридических лиц, осуществляющих монтаж холодильного оборудования, введенная в мае 2017 года, позволила улучшить ситуацию, но не изменила ее кардинально. Реально улучшить такое положение должно введение обязательной сертификации юридических лиц и специалистов в части оказания работ и услуг по ремонту и сервисному обслуживанию холодильного и климатического оборудования. А пока мы продолжаем делиться опытом, полученным при проведении экспертиз вышедшего из строя холодильного оборудования, и рассказывать о причинах возникновения проблем, которые находят сегодня все большее распространение. Надеемся, что эта информация будет дополнительным стимулом в движении к цивилизованному рынку, гарантирующему потребителям качественные товары и услуги, а честным компаниям и специалистам — уважение и достойный заработок.
Экспертиза после ретрофита «по-быстрому»
 Ввоз фреона R-22 в Республику Беларусь будет фактически запрещен с 2020 года. Потребители начинают подготовку к дефициту R-22. Кто-то меняет оборудование на новое, кто-то переводит свое оборудование на озонобезопасные хладагенты. Появился спрос на проведение ретрофита холодильного оборудования, работающего на хладагенте R-22, возникли также и связанные с этим проблемы.
Ввоз фреона R-22 в Республику Беларусь будет фактически запрещен с 2020 года. Потребители начинают подготовку к дефициту R-22. Кто-то меняет оборудование на новое, кто-то переводит свое оборудование на озонобезопасные хладагенты. Появился спрос на проведение ретрофита холодильного оборудования, работающего на хладагенте R-22, возникли также и связанные с этим проблемы.
В АПИМХ обратилась организация для получения независимого заключения о причинах выхода из строя двух спиральных компрессоров Sanyo, которые были установлены на складе хранения продукции. Компрессоры, предназначенные для работы на хладагенте R-22, были переведены на R-407С и вышли из строя в течение недели после проведения ретрофита.
Результаты осмотра компрессоров
Корпуса компрессоров не имеют внешних повреждений. Пробоя обмоток электродвигателей на корпус нет, сопротивление обмоток электродвигателей в пределах нормы.
Количество масла в картерах компрессоров в пределах нормы, визуально масло потемневшее, мутное, имеет желтовато-коричневый оттенок. Тест на определение типа масла показал соответствие заводской заправке — масло минеральное в обоих компрессорах. Тест на определение уровня кислотности показал отсутствие превышения уровня кислотности масла в обоих компрессорах.
При вскрытии замечено, что в обоих случаях заклинены верхние (опорные) подшипники валов компрессоров, подшипники скольжения в состоянии разрушения — обнаружены задиры и частицы желтого металла рядом с подшипниками. При этом:
— состояние нагнетающих клапанов в норме;
— подвижные и неподвижные спирали целы, трущиеся поверхности не имеют потертостей и задиров;
— обмотки электродвигателей целы и не имеют следов перегрева выше допустимых температур эксплуатации;
— нижние подшипники скольжения валов электродвигателей не заклинены, износ трущихся поверхностей — в пределах допустимого по сроку эксплуатации компрессоров.
____________________________
Читайте по теме:
Перспективы применения пропана в бытовом кондиционировании
Проблемы при эксплуатации холодильного оборудования и их решение
Установление причины выхода из строя холодильного компрессора
____________________________
Заключение комиссии: заклинивание валов электродвигателей компрессоров произошло в результате нарушения условий смазки (длительной работы без смазки) верхних (опорных) подшипников — перегрев трущихся поверхностей, появление задиров и, как следствие, заклинивание подшипников скольжения из-за «спекания» микрочастиц от задиров между трущимися поверхностями.
Возможные причины, которые могут привести к механическому заклиниванию верхнего опорного подшипника спирального компрессора:
1) отсутствие масла в картере компрессора либо перекрытие масляных каналов к подшипникам. В нашем случае оба компрессора содержали необходимое количество масла (1300 мл), и масляные каналы чистые;
2) использование масла с ненормативной (высокой либо низкой) вязкостью;
3) изменение (ухудшение) характеристик используемого масла в результате долговременной работы компрессора в режиме внутреннего перегрева, например, при работе с неполной заправкой холодильного контура хладагентом;
4) применение несоответствующего типа масла.
Внутренние механизмы компрессора охлаждаются хладагентом, поступающим через всасывающую линию холодильного контура, и при недостатке хладагента условия охлаждения внутри компрессора не соблюдаются, компрессор работает за пределами допустимых условий эксплуатации. В нашем случае, в течение времени эксплуатации оборудования, в том числе при проведении специалистами по холодильной технике обследования перед заменой фреона R-22, никаких нарушений в работе оборудования, в том числе повышенной температуры (перегрева) корпусов компрессоров, выявлено не было, обмотки вскрытых компрессоров также не имеют следов перегрева.
 Рис. 1 Тест на кислотность
Рис. 1 Тест на кислотность

Рис. 2 Тест на состав масла
Компрессоры Sanyo поставляются заполненными необходимым количеством масла требуемого качества. Вязкость масла в холодильном контуре зависит от его совместимости с хладагентом. В результате использования хладагентов, не обладающих достаточной степенью растворимости в масле, затрудняется перенос масла по холодильному контуру и возврат его в картер компрессора, ухудшаются смазывающие свойства масла.
Поверхности верхнего опорного подшипника вала спирального компрессора получают смазку в результате ее подъема через маслоподающие каналы внутри вала, в отличие от нижнего подшипника, который постоянно находится в непосредственной близости от поверхности «масляной ванны» в картере компрессора. Поэтому правильная вязкость масла для качественной смазки верхнего подшипника особенно важна. Более того, применение неразрешенных производителем хладагентов и масел может привести к деструкции специальных резиновых уплотнений внутри корпуса и в результате загрязнить и ухудшить характеристики масла.
В соответствии с Руководством по эксплуатации компрессоры компании Dalian Sanyo, предназначенные для работы на хладагенте R-22, заправляются минеральным маслом SAY-56T, а модели, предназначенные для работы на хладагентах R407C/R134a/R410A — синтетическим полиэфирным (PVE) маслом FV68S.
В данном конкретном случае основной причиной нарушения нормальной циркуляции масла в обоих вышедших из строя компрессорах является нарушение порядка проведения ретрофита холодильного оборудования с хладагента R-22 на хладагент R-407C, без промывки системы и замены минерального масла на специальное полиэфирное вследствие недостаточной компетентности исполнителей и нарушения технологии проведения процедуры ретрофита.
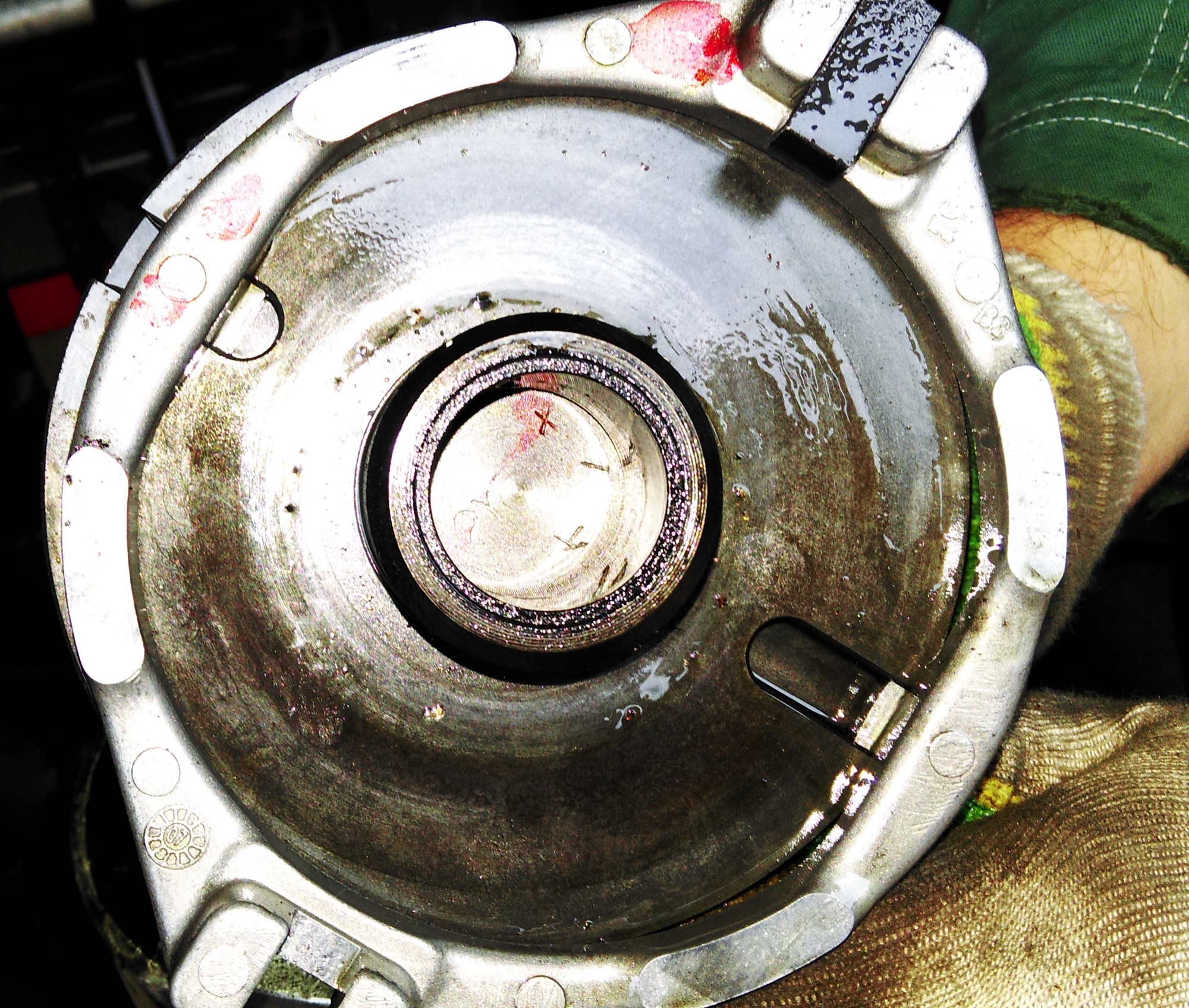 Рис. 3 Состояние орбитальной рамки спирального механизма
Рис. 3 Состояние орбитальной рамки спирального механизма
Ретрофит холодильной системы является достаточно сложной процедурой, которую лучше доверить профессионалам. Необходимо обязательно проверить на химическую совместимость не только хладагент и новое масло, но и применяемые уплотнительные материалы (пластики и эластомеры), обследовать холодильную систему, зарегистрировать параметры работы, удалить старое масло, заменить фильтр-осушитель, обеспечить расчет и точную заправку хладагентом новым маслом, запустить и наладить систему, в том числе приборы автоматики, зарегистрировать новые параметры работы, выполнить маркировку элементов системы, заполнить техническую документацию.
Вывод: низкий уровень квалификации персонала и отсутствие необходимого инструмента и оборудования, такого как станция промывки холодильного контура, послужили причиной преждевременного выхода из строя двух компрессоров и создали трудности для предприятия.
К сожалению, большинство возникающих с оборудованием проблем чаще всего связано с недостаточной компетентностью специалистов, осуществляющих проектирование (подбор), монтаж, наладку, ремонт и сервисное обслуживание. Конечно, встречается и брак поставщика, особенно дешевой и контрафактной продукции из Юго-Восточной Азии, случаются просчеты проектировщиков, ненадежность энергообеспечения, но мы вынуждены констатировать — основным фактором ненадежности сегодня стали ошибки, совершаемые будущими собственниками при выборе и приобретении оборудования, а также при найме подрядчиков для его монтажа, наладки и обслуживания. Основным побудительным фактором этих ошибок является желание сэкономить, потратить поменьше денег и получить побольше выгоды. На деле экономия сказывается на снижении надежности и качества.
Мы начинаем разговор о путях обеспечения надежности холодильной техники в течение жизненного цикла. Сегодня мы рассмотрим типичные проблемы и ошибки, совершаемые на самом первом этапе:
Ошибки при подборе и комплектовании холодильной установки
Изготовители готовы представить на рынок широкую гамму продукции на базе комплектующих, начиная от безусловно более дорогих брендовых производителей и завершая самыми дешевыми, в основном китайскими.
Изготовлением (сборкой) агрегатов, в первую очередь компрессорных централей, занимаются специализированные предприятия, к качеству их работы в основном не возникает нареканий, хотя и существует общая тенденция к удешевлению производимой продукции. Эту ситуацию диктуют и необоснованно поддерживают потенциальные покупатели продукции. Произвести дешевый и надежный агрегат — эта задача, в принципе, неосуществима, приходится чем-то жертвовать. К сожалению, в жертву приносится надежность.
Чтобы обеспечить удешевление холодильных агрегатов, приходится отказываться от многих измерительных и контрольных устройств, а также систем защиты (например: манометров, смотровых глазков, отделителей жидкости, запорных вентилей, систем для защиты от высокого давления всасывания, систем для поддержания давления в аппаратах, электронных компонентов контроля электрических цепей, систем с «обратной связью» всех компонентов холодильной установки, сигнальных устройств для распознавания сработавших элементов защиты и т. п.).
В результате агрегат получается более дешевый и, в общем-то, работоспособный, но уровень его надежности оставляет желать лучшего. Отсутствие любого из перечисленных выше элементов ограничивает возможности контроля за работой агрегата, его своевременного отключения при возникновении аварийной ситуации, а также обеспечения должной сигнализации о произошедшем аварийном срабатывании. Это существенно усложняет работу обслуживающего персонала, и повышает вероятность непонимания причин возникновения аварийных ситуаций. Не имея возможности выявить (понять и устранить) причину отключения, персонал обнуляет ошибку продолжает эксплуатацию в аварийном режиме до выхода компрессора из строя, со всеми вытекающими из этого последствиями.
Будущие владельцы холодильного оборудования должны понимать эту неприятную тенденцию и не гнаться за дешевыми и, конечно, менее надежными системами. Преждевременный выход из строя оборудования, которое должно работать и приносить прибыль, приводит к необоснованным издержкам, уменьшению прибыли, «разборкам» между всеми задействованными юридическими сторонами, в худшем случае — к судебным процессам, которые могут длиться годами; в течение этого срока оборудование арестовывается и просто стоит мертвым грузом.
На этапе подбора и комплектования холодильных систем необходимо учитывать также современные возможности повышения эффективности работы оборудования. Агрегаты, укомплектованные не только надежными элементами, но и системами, которые обеспечивают экономию энергоресурсов, в первую очередь электроэнергии, безусловно, обладают высокой эффективностью.
На сегодняшний день производители готовы предоставить клиенту на выбор комплектование такими системами, как, например: регулирование производительности компрессоров и вентиляторов аппаратов (ступенчатое механическое, плавное частотное, специальное для конкретного типа компрессора и т. п.); электронное регулирование степени заполнения испарителей и давления в аппаратах; применение экономайзеров; адаптация рабочих давлений под изменяющиеся условия эксплуатации; системы дистанционного мониторинга работающего оборудования; утилизация тепла конденсации для нагрева воды технического назначения; другими системами. Есть из чего выбрать.
Конечно, можно обойтись и без применения современных средств повышения эффективности — это обойдется дешевле. За внедрение дополнительных систем приходится доплачивать, однако капиталовложения достаточно быстро окупаются, и оборудование продолжает работать уже с экономией средств. В каждом конкретном случае необходимо тщательно провести технико-экономическое обоснование.
Применение систем, улучшающих эффективность холодильного оборудования, всегда технически оправдано, в первую очередь повышается надежность и долговечность оборудования.
Положение АПИМХ о проведении работ для выдачи независимого заключения.

Источник: журнал «Микроклимат и Холод»
| понедельник | вторник | среда | четверг | пятница | суббота | воскресенье |
|---|---|---|---|---|---|---|
|
|
|
|
|
||
|
|
|
|
|
|
