

Решетки из коробочного картона оценены по достоинству
- 08.06.2012 03:00
Решетки из коробочного картона в настоящее время необычайно востребованы. Они позволяют упаковщикам увидеть решение старых проблем в новом, неожиданном ракурсе. Функциональность и новые эксплуатационные характеристики решеток из коробочного картона уже давно оценены по достоинству.
Сергей ЛЕОНЕНКО, директор компании «Экотехнологии»
.jpg) Гофротара для стеклянных банок, бутылок, алюминиевых туб и некоторых других видов упаковки зачастую комплектуется решетками — продольными и поперечными перегородками, расположенными в ящике перпендикулярно по отношению друг к другу. Их применение необходимо для сохранения товарного вида упакованных изделий. Для изготовления решеток часто применяют трехслойный гофрированный картон толщиной 3–4 мм (марки Т22В или Т22С). Однако они занимают много места, и их сборка, как правило, производится потребителем, тем более что поставка такой конструкции в собранном виде может привести к излому перегородок. Кроме того, применение таких решеток требует увеличения габаритных размеров (длины и ширины) гофроящика на 10–20 мм, а это приводит к его удорожанию. Применение микрогофрокартона толщиной 1,6–2,2 мм (Т22Е) для изготовления решеток частично устраняет вышеуказанные недостатки. Однако в связи с тем, что стоимость материала достаточно высока, то соответственно возрастает и общая стоимость упаковки.
Гофротара для стеклянных банок, бутылок, алюминиевых туб и некоторых других видов упаковки зачастую комплектуется решетками — продольными и поперечными перегородками, расположенными в ящике перпендикулярно по отношению друг к другу. Их применение необходимо для сохранения товарного вида упакованных изделий. Для изготовления решеток часто применяют трехслойный гофрированный картон толщиной 3–4 мм (марки Т22В или Т22С). Однако они занимают много места, и их сборка, как правило, производится потребителем, тем более что поставка такой конструкции в собранном виде может привести к излому перегородок. Кроме того, применение таких решеток требует увеличения габаритных размеров (длины и ширины) гофроящика на 10–20 мм, а это приводит к его удорожанию. Применение микрогофрокартона толщиной 1,6–2,2 мм (Т22Е) для изготовления решеток частично устраняет вышеуказанные недостатки. Однако в связи с тем, что стоимость материала достаточно высока, то соответственно возрастает и общая стоимость упаковки.
Поэтому целесообразным представляется изготовление и сборка решеток из коробочного картона толщиной 0,5–0,8 мм, высечка которых может производиться не только с листа (как из гофрокартона или микрогофры), но и с рулона, что существенно повышает ее производительность и снижает трудоемкость. Необходимо отметить, что возможны также комбинации различных видов картонов для изготовления решетки, например, продольные перегородки выполняются из гофрокартона, а поперечные — из коробочного картона. В этом случае с одной стороны обеспечиваются высокие жесткостные характеристики решетки, а с другой — облегчается ее сборка, благодаря чему она может поставляться в собранном виде.
Решетки с контактом перегородок в трех точках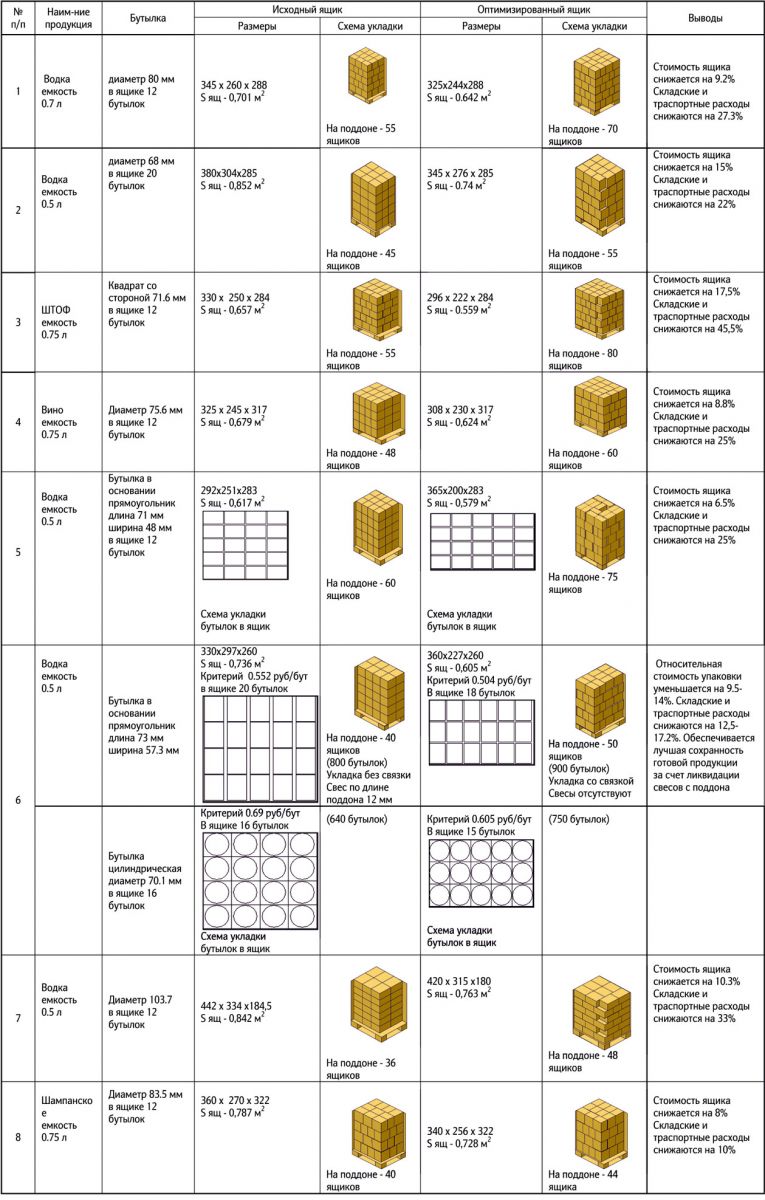
Частичное устранение вышеуказанных недостатков предложено и реализовано в конструкции решетки, используемой для ручной фасовки мороженого и для укладки туб. В этом случае вырубка изделия осуществляется не способом «пуансон-матрица», а высечкой со штампа. Минимальная ширина паза составляет 5 мм. Рез при таком способе высечки является «чистым».
Для того, чтобы элементы собранной решетки при укладке в ящик не распадались, внизу паза выполняется «замок» в виде прорези глубиной до 10 мм, в которую заходит ответная перегородка. При раскрывании собранной решетки происходит «защемление» перегородок между собой, что сохраняет целостность решетки при укладке.
При ручной фасовке изделия обычно укладываются в ящик сверху, поэтому желательно иметь максимальную жесткость лепестка перегородки также и сверху. В этом случае верхняя часть решетки имеет меньшие остаточные деформации и фасуемую продукцию легко укладывать в ячейки.
Задача решается математически
Конструкция решетки с конусообразными пазами и «замком» хорошо показала себя при ручной фасовке изделий. Но при автоматической фасовке она не обеспечивает стабильного сцепления «замка», поскольку при сборке решетки всегда существует вероятность, что обслуживающий линию оператор не до конца вставил одну перегородку в другую так, чтобы при раскрытии решетки сработал «замок».
Этот недостаток удалось ликвидировать, модифицировав конструкцию так, чтобы стало возможным ее применение при фасовке на автоматизированных линиях. При раскрытии такой решетки выступающие «язычки» в верхней части, условно говоря, продольных перегородок заходят в нижние пазы ответных (условно — поперечных) перегородок. В этом случае за счет того, что «язычки» одних выходят за плоскость других, в раскрытом виде решетка не может распасться на элементы.
Все эти проблемы решила совершенно новая конструкция решетки. Задача решилась математически: за счет применения криволинейных пазов, представляющих собой естественные сплайн-функции третьего порядка (вырождающиеся в частном случае в параболы), достигается контакт взаимноперпендикулярных перегородок по трем точкам в каждом пазу. Что это дает? Очень важное свойство: в собранной решетке отсутствует как таковая возможность взаимного перемещения элементов друг относительно друга, что обеспечивает точное соблюдение размеров ячейки. Кроме того, ширину пазов криволинейной формы можно увеличить, что существенно облегчает высечку перегородок, повышает стойкость высекальных штампов и снижает трудоемкость сборки. В этом варианте конструкции ширина паза может составлять 6–12 мм, равномерно увеличиваясь от основания к вершине, имея гладкую поверхность без острых углов, что существенно сокращает время на приладки, снижает трудоемкость высечки и облегчает удаление облоя.
Такие решетки изготавливаются из коробочного картона толщиной 0,6-0,8мм и успешно применяются при фасовке ликеро-водочной продукции.
Поговорим об эффективности
В чем эффективность применения решеток из коробочного картона, внедряемых на ликеро-водочных заводах? Суть эффективности при внедрении решеток из коробочного картона заключается не в простой замене материала решетки с гофрированного картона на коробочный, а в осуществлении целого комплекса мероприятий по оптимизации размеров групповой упаковки для достижения минимальных зазоров между бутылками, обеспечения наиболее плотной укладки на поддоне ящиков с готовой продукцией. Возможно изменение схемы фасовки для снижения трудоемкости укладки решеток и бутылок в ящик и обеспечение лучшей сохранности этикетки. Необходимо отметить, что сохранность продукции очень сильно зависит от того, какова несущая способность ящика и какие динамические нагрузки испытывают ящики с готовой продукцией при транспортировке. При наличии больших зазоров между бутылками форма основания ящика из прямоугольника может стать параллелограммом. При этом несущая способность ящика существенно снижается и, соответственно, может портиться готовая продукция. Для устранения деформации формы основания ящика применяют одно или даже два прямоугольных донышка из гофрокартона. При плотной укладке бутылок с минимальным зазором такие деформации отсутствуют, и необходимость использовать донышко отпадает. В процессе транспортировки при переходных режимах: трогание с места, повороты, резкое торможение, тряска из-за неровностей дороги при езде на больших скоростях — вызывают сильные динамические нагрузки. При плотной укладке ящиков на поддоне со «связкой» и минимальных зазорах между бутылками уровень динамических нагрузок, действующих на ящики и бутылки, существенно снижается, что обеспечивает лучшую сохранность готовой продукции при транспортировке. Важно отметить, что при малых зазорах между бутылками минимизируется относительное перемещение бутылок и соответственно уменьшается истирание этикетки. Применение коробочного картона по сравнению с гофрокартоном позволяет существенно снизить удельное давление на этикетку, что также способствует ее лучшей сохранности.
При использовании решеток на автоматических линиях розлива, имеющих высокую производительность (более 10 тыс. бутылок в час), встает вопрос о целесообразности автоматизации процесса внесения решетки в ящик. Обычно автоматическое извлечение решетки из накопителя осуществляется с помощью пневматических присосок. Для удержания решетки присосками требуется использование гладкого картона (гладкость не менее 3–5 сек.) плотностью не менее 400 г/м2. Всем этим требованиям отвечает коробочный картон. Гофрированный картон производится из плоских слоем плотностью от 100 до 140 г/м2 и бумаги для гофрирования плотностью от 90 до 125 г/м2. Кроме того, структура гофрокартона не обеспечивает требуемой гладкости, что не позволяет использовать такие решетки на автоматических линиях розлива.
Рассмотрим конкретные примеры эффективности внедрения решеток из коробочного картона для различных видов ликеро-водочной продукции (см. табл.). Уменьшение размеров ящика за счет замены материала решетки с гофрокартона на коробочный картон, уменьшение зазоров между бутылками до 2 мм и оптимальная укладка ящиков на поддоне позволили уменьшить стоимость ящика под водку емкостью 0,7 л на 9,2 % и снизить затраты на хранение и транспортировку готовой продукции на 27 %. В другом примере для водки емкостью 0,5 л удалось уменьшить стоимость ящика на 15 %, а затраты на хранение снизить на 22 % за счет уменьшения зазоров при укладке бутылок в ящик. Более плотная укладка бутылок в ящик позволила отказаться от использования донышка, что дополнительно снизило стоимость комплекта упаковки.
Еще больший эффект снижения стоимости упаковки был достигнут при использовании бутылки типа штоф. Стоимость ящика снизилась на 17,5 %, а затраты на хранение и транспортировку — на 45,5 %.
Интересный дополнительный эффект при применении решеток из коробочного картона был получен при упаковке бутылок, которые имеют вид шарика с высоким горлышком, напоминающим графин. Неудобство использования такой формы заключается в ее неустойчивости. При укладке бутылок в ящики они не встают вертикально, что существенно затрудняет процесс фасовки, особенно в автоматическом режиме. Достичь устойчивости при укладке бутылок в ящик удалось за счет уменьшения зазоров между бутылками до 1,5 мм и, соответственно, применения коробочного картона вместо гофрокартона при изготовлении решеток. Это позволило уменьшить стоимость ящика на 10,3 % и снизить затраты на хранение и транспортировку продукции на 33 %. Как показывает практика, для снижения себестоимости готовой продукции надо последовательно реализовывать целый комплекс задач, связанных с оптимизацией упаковочного решения. Поэтому целесообразнее всего в этом случае обращаться к специалистам.
ООО «ЭкоТехнологии» 223053, Минский район, пересечение Логойского тр. и МКАД, административный блок ГВП, каб. 306–1 Тел/факс: +375 17 237-93-84 +375 17 237-93-71
 июнь 2012")
